
The heat treatment
behind 14 million
components shipped
last quarter.
Carburizing, nitriding, and vacuum hardening for the springs, gears, and fasteners inside products your customers use every day.
Consumer goods brands whose components pass through our furnaces
Case Studies · Row 1
The components inside
products you already own.
Each card is a real production run. Real alloy. Real spec. Real outcome — documented, measured, and repeatable.

Stand Mixer
Planetary Gear Set
Material
8620 Alloy Steel
Hardness
58–62 HRC case
Volume
200K units/yr
0.3% dimensional variance
across 200,000 units — zero field returns in 18 months
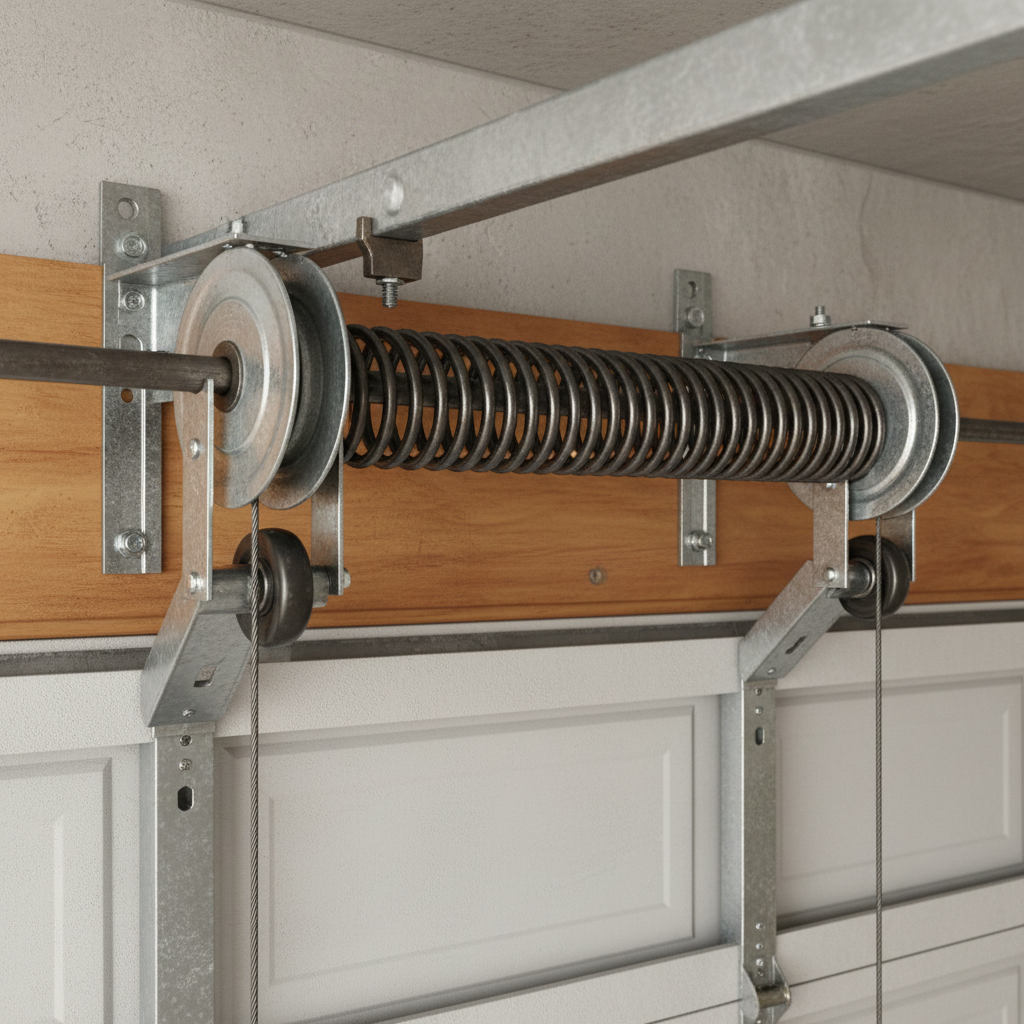
Garage Door Opener
Drive Spring Assembly
Material
52100 Chrome Steel
Hardness
64–67 HRC
Volume
85K units/yr
3× fatigue life
vs. untreated baseline — 50,000 cycle validated

Office Chair
Gas Cylinder Fasteners
Material
D2 Tool Steel
Hardness
60–62 HRC
Volume
320K units/yr
±0.0008″ tolerance held
across full production run — no post-treatment machining

Power Hand Drill
Chuck Jaw Set
Material
4140 Chrome-Moly
Hardness
55–58 HRC
Volume
480K units/yr
22% harder surface
than competitor spec — reduced tip wear at 180 N·m
Case Studies · Row 2 — The Science
Prove it.
Here's the data.
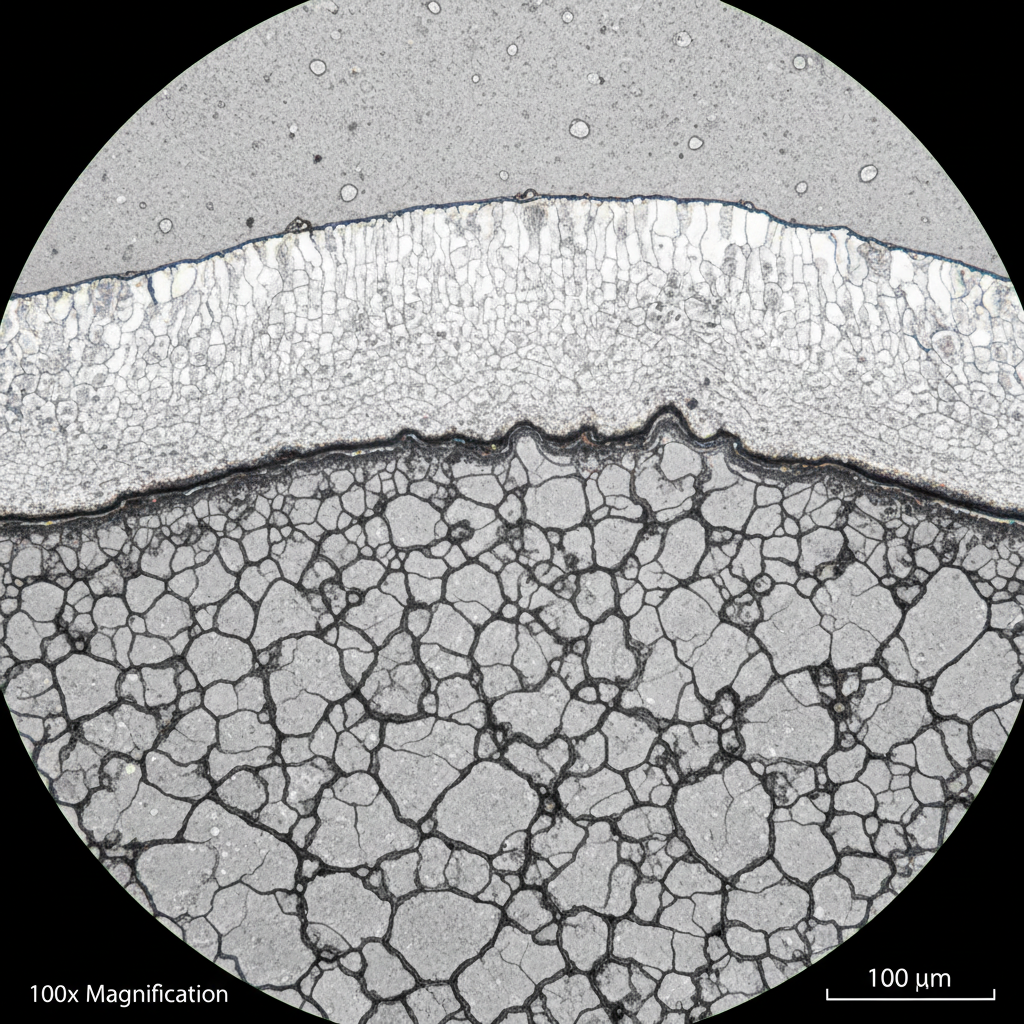
Magnification
100× Nital Etch
Case Depth Verification
Every production lot includes metallographic cross-section review. Case depth measured at 5 locations per sample. Retained austenite quantified via XRD.
Case Depth
0.036″
Ret. Austenite
< 5%
Grain Size
ASTM 8
Hardness Distribution Profile
8620 / CarburizedSPC Control Chart · Rockwell C
Furnace Run Parameters
Quantified Outcome
Dimensional variance across 200,000 stand mixer gear sets. Measured post-treatment, pre-assembly by CMM at 12 critical dimensions.
Why Competitors Fail Here
Inconsistent carbon potential
±4 HRC variance
Uncontrolled quench agitation
Distortion failure
No retained austenite check
Delayed cracking
Single thermocouple reliance
Cold spots in load
Process Capability Matrix
Six processes.
One facility. No handoffs.
| Process | Common Alloys | Temp Range | Case Depth | Hardness | Spec | Applications |
|---|---|---|---|---|---|---|
CarburizingMost Common | 8620432093104118 | 1650–1750°F | 0.010–0.080″ ECD | 58–65 HRC | AMS 2759/7 · SAE J423 | Gears, shafts, cams, sprockets |
Gas NitridingDistortion-Free | 41404340Nitralloy 135MH13 | 925–1050°F | 0.005–0.030″ | 60–70 HRC surface | AMS 2759/8 · MIL-S-6090 | Springs, dies, aerospace fasteners |
Vacuum HardeningBright Finish | D2M2A2H13S7 | 1800–2150°F | Through-hardened | 58–67 HRC | AMS 2759/1 · ASTM A681 | Tool steel, dies, precision components |
CarbonitridingHigh Volume | 1018111786204130 | 1400–1600°F | 0.003–0.020″ | 55–62 HRC | AMS 2759/12 | Small fasteners, pins, bushings |
MarquenchingLow Distortion | 4340300M521009310 | 400–600°F salt | Through-hardened | 52–60 HRC | AMS 2759/1 | Bearings, gears, high-strength shafts |
Stress RelievingAny Alloy | All ferrous alloys | 900–1250°F | N/A | No change | ASTM A29 · customer spec | Weldments, machined parts, castings |
Pit Furnaces
6
Up to 48″ diameter
Vacuum Furnaces
4
Hot zone 24×24×36″
Salt Bath Lines
2
Marquench & austempering
Temper Ovens
8
AMS 2750E Class 2
Not ready to quote? Start here.
Download Our
Capability Matrix
A 12-page PDF covering all six processes, alloy compatibility charts, tolerance capability data, and equipment specifications. Used by procurement teams to qualify vendors without a phone call.
Get the PDF
Two fields. No sales call required.